
Rurociągi to rurociągi składające się z dużej liczby rur połączonych ze sobą za pomocą spawania. To ostatnie można wykonać źle, co pociągnie za sobą nieodwracalne konsekwencje - zerwanie spoiny. Dlatego przed oddaniem rurociągu do eksploatacji przeprowadzane są badania nieniszczące rurociągów.
Znaczenie kontroli jakości
Rurowe konstrukcje główne poddawane są poważnym obciążeniom, zarówno od wewnątrz, jak i od zewnątrz. Dlatego szczególną uwagę przywiązuje się do kontroli jakości spoin.
Proces spawania wiąże się z wysoką temperaturą, która topi metal rur. W tym czasie zmienia się ich struktura. Jeśli nie zastosujesz się do techniki procesu spawania, to po schłodzeniu wewnątrz szwu tworzą się defekty. Stopiwo staje się niejednorodne.
Rodzaje wad:
- Zewnętrzny. Dobrze widoczne na powierzchni szwu. Ta kategoria obejmuje również wady, które znajdują się wewnątrz metalu na głębokości nie większej niż 2 mm.
- Wewnętrzne, są też głębokie. Znajdują się głębiej niż 2 mm.
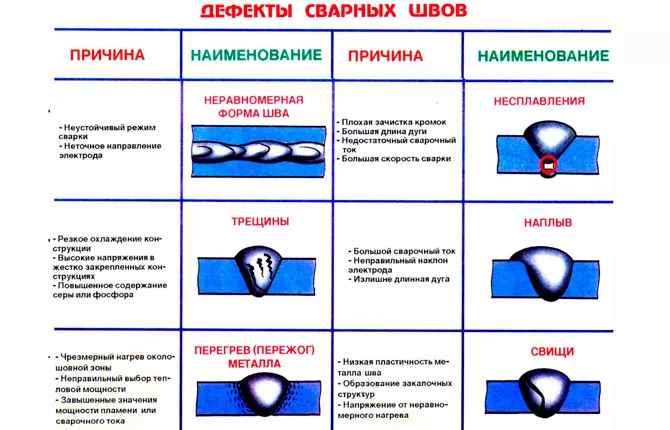
Uszkodzenia w połączeniach rurociągów mają różne kształty i lokalizacje. Wśród nich są wady z nazwami standardowymi i specyficznymi:
- Pęknięcia. Wada kilkakrotnie dłuższa niż szersza. Jest to najbardziej niebezpieczny moment w spoinie, który często prowadzi do jej zerwania. Pęknięcia dzielą się na dwie kategorie. Mogą być umieszczone zarówno wewnątrz szwu, jak i na zewnątrz.Często są przez pęknięcia. Oni są najbardziej niebezpieczni.
- Pory, to muszle. Defekty sferyczne (kształt może być inny, ale zawsze pusty), powstające z powodu gazów uwalnianych podczas spawania metalu. Należą do grupy wewnętrznej.
- Kratery. Są to praktycznie pory, które utworzyły się na powierzchni spoiny rurociągu (niewielkie zagłębienia). Powodem ich pojawienia się jest przerwa w łuku spawalniczym. Niebezpieczeństwo kraterów polega na tym, że w miejscu ich występowania zmniejsza się grubość spoiny. A to wpływa na wytrzymałość stawu.
- Podcięcia. Powstaje na granicy końców rur i spoiny. Zmniejsza to obszar kontaktu między dwoma metalami. Na takich odcinkach wzrastają naprężenia wewnętrzne, zwłaszcza gdy wzrasta obciążenie rurociągu.
- Napływy. Jest to warstwa metalu nałożona na powierzchnię szwu. Okazuje się, że górna i dolna warstwa są praktycznie niezwiązane. Przekrój przyłącza nie jest taki sam, jak wymagany przez GOST.
- Brak fuzji. Wewnętrzny typ wad. Charakteryzuje się tym, że wewnątrz połączenia rurociągu znajduje się metal, który nie ma wymaganych właściwości. Powstał pod wpływem niższej temperatury niż wymagana przez GOST. Dlatego pod wpływem obciążeń w takim przekroju naprężenia w metalu gwałtownie rosną, co prowadzi do odkształcenia z późniejszym pęknięciem.
- Spoina jest porowata. Są to wszystkie te same pory lub skorupy, tylko niewielkie i równomiernie rozmieszczone w całej objętości złącza spawanego (w całości lub w odcinkach).
- Cząstki obce wewnątrz metalowego szwu. Powodem jest słaba praca spawacza. Przed rozpoczęciem spawania wszystkie łączone powierzchnie są dokładnie czyszczone. Zwykle używa się do tego metalowych szczotek i odtłuszczaczy. Jeśli przygotowanie nie zostanie wykonane, zanieczyszczenia dostaną się do spoiny, zmniejszając jej wytrzymałość.
- Spalić. Dzieje się tak, gdy technologia spawania jest zepsuta, a łuk elektrody przechodzi przez metal złącza. Z tego samego powodu z drugiej strony tworzy się zwiotczenie.
 Wady połączenia spawanego rurociągów
Wady połączenia spawanego rurociągów
Aby wszystkie te kłopoty nie miały wpływu na pracę rurociągu przeprowadzana jest kontrola. Obecnie stosuje się różne metody, ale wszystkie należą do kategorii nieniszczących. Istnieją również metody destrukcyjne, ale są one wykorzystywane do badań laboratoryjnych. Nieniszczący we wszystkich innych przypadkach.
Są wygodne, ponieważ:
- nie trzeba wycinać badanego obiektu i zabierać go do laboratorium;
- wszystkie procesy odbywają się na miejscu spawania;
- Do testowania wymagany jest kompaktowy, lekki sprzęt.
Istnieją surowe wymagania dotyczące badań nieniszczących rurociągu. Diagnozę przeprowadza przeszkolony specjalista. Jednocześnie bezwzględnie przestrzegane są zasady i przepisy dotyczące przeprowadzania kontroli.
Jakie metody są stosowane podczas badań nieniszczących
Istnieje kilka rodzajów badań nieniszczących rurociągów, które wykorzystują różne materiały, urządzenia i technologie.
Podstawowy:
- Kontrola wizualna.
- Defektoskopia radiograficzna.
- Za pomocą ultradźwięków.
- Wykrywanie defektów magnetycznych.
- Metoda kapilarna.
Pomiar wizualny
Ten rodzaj inspekcji rurociągów polega na kontroli połączeń rur, zarówno wizualnie, jak i przy pomocy przyrządów pomiarowych. Dlatego ta technika wykrywa tylko wady zewnętrzne.
Ta nieniszcząca metoda jest niedokładna, chociaż łatwa do wdrożenia. Ten rodzaj kontroli jest obowiązkowy. Przeprowadza się go przed przystąpieniem do innej nieniszczącej metody. W końcu po znalezieniu wady na powierzchni nie można przejść do innego etapu, który jest droższy w wykonaniu.Takie połączenie można od razu odrzucić.
Jeśli chodzi o łatwość przewodzenia, zwykle używa się do tego prostego przyrządu pomiarowego, na przykład suwmiarki lub linijki. Przed pomiarami uszkodzony obszar jest czyszczony alkoholem, kwasem lub innym rozpuszczalnikiem.
Jeśli np. pęknięcie jest niewielkie, z pomocą przychodzi szkło powiększające. Warunkiem wstępnym tego typu badań nieniszczących jest określenie kształtu wady oraz jej wielkości.
 Wizualne pomiarowe badania nieniszczące rurociągu
Wizualne pomiarowe badania nieniszczące rurociągu
Defektoskopia radiograficzna
Jedna z najdokładniejszych metod badań nieniszczących rurociągu, która pozwala wykryć nawet drobne wady spoiny. Jednocześnie ustalana jest ich dokładna lokalizacja.
Technika opiera się na konwencjonalnym zdjęciu rentgenowskim. Używają małej instalacji, która prześwituje przez metal połączenia elementów rurociągu i wyświetla je na kliszy rentgenowskiej.
Ultradźwiękowe badania nieniszczące
Technologia opiera się na zmianach akustycznych wewnątrz metalu. Jeśli jest jednorodny, dźwięk przejdzie bez zmiany jego charakterystyki i kierunku. Gdy po drodze pojawi się usterka, pojawią się zmiany, które zostaną odzwierciedlone w odbiorniku. Głównym parametrem zmiany jest prędkość ruchu dźwięku.
Esencja techniki nieniszczącej:
- wzmacniacz emituje ultradźwięki o bardzo wysokiej częstotliwości wibracji;
- przechodzi przez spaw;
- jeśli zderzy się np. z pęknięciem lub skorupą, to odbije się od ich wewnętrznej powierzchni (wnęki), zmieni kierunek i wróci do odbiornika.
Im większy kąt załamania, tym większe pęknięcie lub inna wada.
 Ultradźwiękowe badania nieniszczące rurociągów
Ultradźwiękowe badania nieniszczące rurociągów
Magnetyczne NDT
Istnieje takie pojęcie jak przepuszczalność magnetyczna. Dzieje się tak, gdy fale magnetyczne przechodzą przez metal przez określony czas. Jeśli ten wskaźnik maleje, to wewnątrz materiału po drodze fale napotkały przeszkodę, którą zaczęły omijać. Dlatego ich prędkość spadła, a czas podróży wydłużył się.
Do przeprowadzania tych nieniszczących badań połączeń spawanych w rurociągach używa się specjalnego sprzętu. Z jego pomocą fale elektromagnetyczne przechodzą przez metal. Proszek jest wstępnie wylewany na powierzchnię lub wlewana jest zawiesina z żelazem w środku. Minerał gromadzi się wokół wadliwego obszaru.
Jest jeszcze jedna opcja zwana magnetografią. Tutaj zamiast proszku lub zawiesiny stosuje się folię magnetyczną. Na nim wyświetlane są wszystkie wady metalu. Po przeprowadzeniu procedur kontrolnych film umieszczany jest w defektoskopze, skąd odczytywane są informacje. Może to być dźwięk lub obraz.
Badania kapilarne nieniszczące
Technologia ta umożliwia identyfikację wad spawów w instalacji rurowej za pomocą specjalnych płynów zwanych penetrantami. Ich główną właściwością jest penetracja materiałów, nawet jeśli mają zmiany kapilarne.
Takie płyny to:
- nafta;
- terpentyna;
- benzen;
- olej transformatorowy itp.
Jeśli penetrant przeszedł przez metal złącza rurowego, oznacza to, że jest w nim skaza. Jeśli nie zdany, wszystko jest w porządku.
proces NDT:
- kreda lub kaolin w postaci płynnej jest nakładany na złącze spawane rurociągu;
- po wyschnięciu nałożonej warstwy usuwamy suchą część;
- Na pozostałą warstwę nakłada się naftę;
- za pół godziny musisz sprawdzić odwrotną stronę stawu;
- jeśli są tam plamy nafty, to szew jest uszkodzony, jeśli nie, połączenie jest pewne.
Dzisiaj do penetrantów dodaje się substancje, które pomagają wyraźniej zidentyfikować wady metali. Zasadniczo dwa:
- czerwony pigment;
- substancja luminescencyjna.
Pierwszy stosuje się, gdy kontrola odbywa się w ciągu dnia przy naturalnym oświetleniu terenu. Druga noc, do której używają lamp ze światłem ultrafioletowym.
 Aplikacja penetrująca
Aplikacja penetrująca
Badania nieniszczące rurociągu, który nie jest poddawany poważnym naprężeniom, można przeprowadzić prostszymi sposobami: hydraulicznym lub pneumatycznym. W tym celu do przewodu wprowadza się odpowiednio wodę lub powietrze pod ciśnieniem.
W pierwszym przypadku badania nieniszczące przeprowadza się poprzez wykrywanie smug z przeciwnej strony połączenia, czyli z zewnętrznej strony rur. W drugim dodatkowo stosuje się piankę, którą nakłada się na spoinę. Jeśli zacznie bulgotać, oznacza to wadę.
Badania nieniszczące rurociągów ułatwiły sprawdzenie integralności i jakości połączeń rurowych. Zastosowanie defektoskopii, zwłaszcza rentgenowskiej i ultradźwiękowej, praktycznie zbliżyło prawdopodobieństwo wykrycia wad spawalniczych do 100%. Jednocześnie taka kontrola pozwala dowiedzieć się, gdzie zlokalizowana jest wada, ile ich, jakie rozmiary i kształty.
Czy uważacie Państwo za konieczne stosowanie bardziej wyrafinowanych metod badań nieniszczących rurociągów, czy może wystarczyć doprowadzenie wody/powietrza do instalacji? Napisz w komentarzach. Udostępnij artykuł w sieciach społecznościowych i dodaj go do zakładek.
Więcej o tym, jak testowane są spoiny, dowiesz się z filmu.
Źródła:
- https://iseptick.ru/truby-i-fitingi/nerazrushayushhij-kontrol-truboprovodov-i-svarnyx-soedinenij-metody-kontrolya.html
- https://elsvarkin.ru/texnologiya/kontrol/soedinenij-truboprovoda
- https://spark-welding.ru/montazh-i-remont/metody-nerazrushayushchego-kontrolya-truboprovodov.html