
W przypadku spawania łukowego aluminium za pomocą łuku argonowego łuk jest najbardziej stabilny, gdy elektroda jest w pozycji pionowej i porusza się wzdłuż złącza (podczas spawania połączeń doczołowych). Dodatkowy pręt można wstawić z przodu lub z tyłu łuku. Jednak w większości przypadków stosowana jest pierwsza metoda. Umieszczenie palnika i pręta dla dodatku w procesie spawania połączeń prostych może być następujące: zgrzewanie doczołowe z dodatkiem, zaginanie, z zakładką o penetracji.
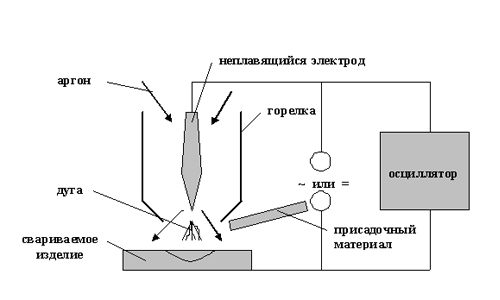
Schemat spawania łukiem argonowym.
W przypadku spawania połączenia kielichowego łuk powinien mieć małą długość, jednak należy unikać zwarć. Podczas procesu spawania elektroda zostanie umieszczona poniżej górnej części kołnierza. W procesie spawania okrągłych szwów oś elektrody wolframowej jest umieszczana pod kątem 75-80 ° do stycznej do podstawy produktu w miejscu spawania, podczas gdy produkt musi być obracany z taką samą prędkością. Okrągły szew kończy się nakładaniem się początku szwu na odcinku o długości 18-20 mm. W rezultacie łuk powinien pęknąć. Obrót produktu musi być gwałtownie przyspieszony. Jeśli ta technika jest wykonywana poprawnie, to ostatni krater będzie praktycznie niewidoczny na okrągłym szwie.
Spawanie musi być wykonywane z maksymalną prędkością, więc prawidłowo taki proces może być wykonywany tylko przez wykwalifikowanego spawacza. Ruch palnika powinien być prosty, bez wahań poprzecznych. Jeśli spełnisz te warunki, możesz uzyskać gładkie i jednolite wzdłuż całej długości szwu z gładką, lśniąco błyszczącą podstawą na górze i gęstą jednolitą fuzją po złej stronie.
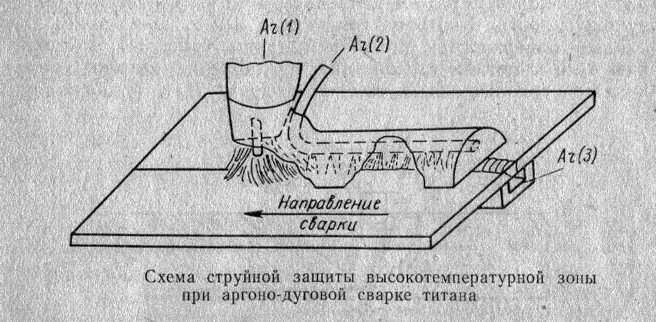
Schemat ochrony przed strumieniem podczas spawania łukiem argonowym.
Przedmioty, które będą potrzebne:
- elektroda;
- obudowa izolowana termicznie;
- drut do dodatku;
- podszewka;
- pręt węglowy;
- urządzenie spawalnicze.
Pamiętaj, aby dostosować urządzenie spawalnicze.
Jak przygotować powierzchnię do spawania?
W większości przypadków podstawa ze stopów aluminium pokryta jest gęstą folią o małej grubości. Taka folia ma wysoką temperaturę topnienia i duży ciężar właściwy. Taki materiał komplikuje zapłon i utrzymanie łuku podczas procesu spawania, a także zapobiega połączeniu krawędzi głównego metalu z metalem wypełniającym. Przed rozpoczęciem spawania łukiem argonowym taka folia będzie musiała zostać usunięta z podstawy połączonych krawędzi stopów aluminium. Folię można usunąć mechanicznie lub chemicznie. Pierwszy jest stosowany w przypadku produkcji indywidualnej. W przypadku masy zaleca się stosowanie chemicznej metody czyszczenia podstawy stopów aluminium.
Mechaniczna metoda czyszczenia podstawy stopów aluminium polega na usunięciu cienkiej warstwy metalu za pomocą szczotki stalowej lub papieru ściernego o małej grubości. Szczotka stalowa powinna być wykonana z drutu o średnicy mniejszej niż 0, 15 mm.
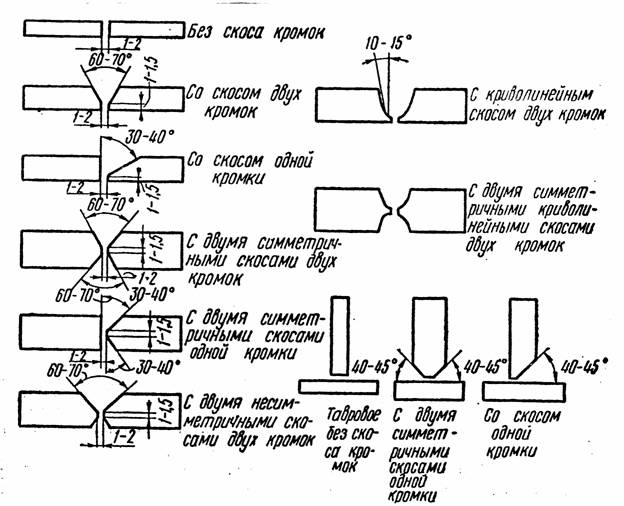
Rodzaje przygotowania krawędzi do spawania.
Jeśli użyjesz drutu o dużej grubości, na bazie aluminium wystąpi poważne ryzyko. W tym przypadku warstwa folii zostanie usunięta nierównomiernie, co może powodować słabą jakość spawania.
Jeśli wyczyścisz aluminiową podstawę szczotką ze stali, możesz uzyskać akceptowalne szwy spawalnicze. Przed czyszczeniem konieczne będzie odtłuszczenie powierzchni, co można zrobić za pomocą rozpuszczalników.
Podstawa stopów aluminium z cynkiem lub magnezem jest poddawana dokładnemu czyszczeniu. Najprostszym sposobem czyszczenia stopów aluminium miedzią, żelazem lub manganem jest krzem.
Obróbka powierzchni
Należy zauważyć, że czyszczenie mechaniczne nie może zapewnić jednolitego usuwania folii z podstawy stopów aluminium. Używanie pędzla jest dość trudne do czyszczenia połączonych krawędzi. Dlatego w miejscach, w których jest to możliwe, konieczne będzie mechaniczne obrabianie połączonych krawędzi na maszynach. Skuteczność chemicznej metody czyszczenia określa się przez pomiar rezystancji styku, która jest proporcjonalna do grubości folii. W tym przypadku zaleca się użycie mikrowoltomierza, który jest wyskalowany w mikro-omach.
Schemat szwu podczas spawania łukiem argonowym.
W przypadku stopów aluminium w spawaniu łukiem argonowym można stosować następujące metody przetwarzania chemicznego:
- Odtłuszczanie w roztworze alkalicznym i dalsze klarowanie w roztworze kwasu fosforowego.
- Odtłuszczanie w roztworze alkalicznym z dalszym klarowaniem w roztworze kwasu azotowego.
Krawędzie części czyszczonych za pomocą jednej z powyższych metod można łatwo zgrzewać. W tym przypadku szwy będą miały czystą podstawę. Te metody czyszczenia mają tę zaletę: na podstawie obrobionych krawędzi folia będzie miała niewielką grubość przez 4-5 dni.
Istniejące typy połączeń
W spawaniu łukiem aluminiowym stopów aluminium nie ma topnika, więc w tym przypadku nie ma ograniczeń co do wyboru rodzaju złączy. Możesz użyć następujących związków:
- tyłek;
- spalony;
- nakładanie się;
- zwykły staw biodrowy;
- połączenie narożne;
- Trójnik
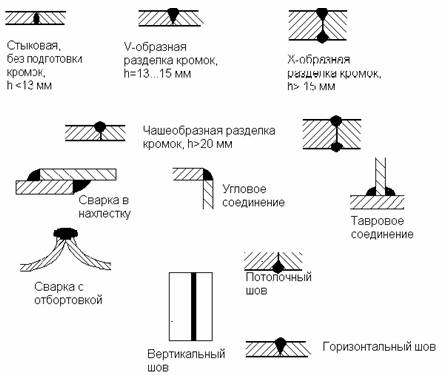
Rodzaje połączeń spawanych.
Spawanie doczołowe blach aluminiowych o grubości 0, 8–3 mm powinno być wykonywane z małymi szczelinami. Podczas spawania aluminium o grubości 1, 5-3 mm, szczelina nie powinna być większa niż 0, 3 mm. W przypadku materiałów o grubości 0, 8-2 mm należy zastosować połączenie kielichowe.
W przypadku materiałów o grubości mniejszej niż 2 mm stosuje się perforowane spawanie łukowe. Przy łączeniu tego typu krawędzi należy docisnąć do podszewki. Jest to konieczne, aby zapewnić ścisłe dopasowanie elementów do siebie. Wielkość nakładania się jest określana na podstawie tego, czy planujesz stopić się przez krawędzie nakładania się, czy nie. W pierwszym przypadku krawędź arkusza dolnego powinna być umieszczona na końcu rowka formującego tak, aby ta krawędź była używana do utworzenia dolnej strony szwu. Wielkość zakładki jest równa szerokości rowka. Jeśli dobrze jest zjechać z krawędzi, można wykonać połączenie kątowe na materiale o grubości do 2 mm bez użycia materiału wypełniającego.
Wysokiej jakości wykonanie połączenia oznacza dokładne dopasowanie krawędzi. Powinieneś wiedzieć, że luki mogą powodować zwiększone utlenianie krawędzi, co prowadzi do porowatości i powstawania stref topnienia, które znajdują się na płaszczyźnie styku krawędzi z zainstalowanym dodatkiem.
Nuance wiedzieć
Stopy aluminium mają wysoką przewodność cieplną, więc grubość łączonych elementów powinna być taka sama w miejscu spawania. Jeśli konieczne jest połączenie elementów ze ścianami o różnej grubości, grubsza krawędź powinna zostać przycięta w miejscu spawania do grubości równej grubości drugiej krawędzi.
W miejscach, w których pozwala na to konstrukcja, zaleca się stosowanie wykładzin, aby ułatwić proces spawania aluminium argonem i uzyskać duże tolerancje dopasowania złącza. Podszewka powinna być wykonana ze stali nierdzewnej. W podszewce pod szwem powinien znajdować się rowek.
Połączenia Butt bezkosnye stosuje się do stopów aluminium o grubości mniejszej niż 3 mm. Jeśli obrabiany przedmiot jest grubszy, należy spawać krawędzie, które mają być spawane.
Konstrukcje o grubości ścianki 1-3 mm są połączone spoiną jednowarstwową. Jeśli grubość ścianki jest większa niż 3 mm, połączenie doczołowe z krawędziami skośnymi należy zespawać na kilku warstwach. Pierwsza warstwa ma stopić krawędzie bez wypełniacza, inna warstwa musi zostać nałożona materiałem na dodatek na gotowej pierwszej warstwie. Zanim umieścisz drugą warstwę, pierwszą warstwę należy oczyścić mechanicznie lub chemicznie. Gdy możliwe jest spawanie z obu stron, elementy spawane są bez krawędzi ukośnych o grubości 6, 5 mm.
Schemat spawarki.
W przypadku spawania aluminium o grubości większej niż 1, 6 mm należy użyć drutu dodatków, ponieważ stopiona kąpiel ma tendencję do tworzenia wklęsłej podstawy. Dlatego też nie będzie możliwe zastosowanie automatycznego spawania stopów aluminium, jeśli nie ma urządzenia do mechanicznego podawania drutu dla dodatku. Upewnij się, że został skonfigurowany dla tego projektu.
Złącza zakładkowe i parowce są przyspawane do drutu dla dodatku. Taki drut nie może być użyty, ale w tym przypadku górna krawędź powinna być stopiona, aby móc wymienić drut na dodatek.
Technologia spawania aluminium
Zapalenie łuku prądu przemiennego jest dość trudne poprzez dotknięcie elektrody wolframową podstawą wykonaną z aluminium. Aby zapalić łuk, na początku szwu spawalniczego należy ułożyć pręt węglowy, na którym zostanie zapalony łuk. Po podgrzaniu elektrody wolframowej łuk można łatwo wzbudzić na głównym metalu. Zapalenie łuku na pręcie węgla jest dość proste. Węgiel ma niską przewodność cieplną, a zatem w trakcie zwarcia szybko podgrzeje materiał i koniec elektrody wolframowej. Węgiel i wolfram mogą charakteryzować się silną emisją termoelektryczną z ich podstawy, dzięki czemu podczas usuwania elektrody wolframowej powstaje stabilny łuk. Podgrzany koniec elektrody wolframowej będzie emitował silny strumień elektronów, które wspomagają spalanie łuku w procesie przenoszenia go do metalu.
Jeśli to konieczne, spawanie łukowe na podstawie pionowej jest wykonywane od góry do dołu dla grubości metalu mniejszej niż 5 mm i od dołu do góry dla grubości elementu powyżej 5 mm.
W niektórych przypadkach pęknięcia mogą tworzyć się na początku szwu. Aby tego uniknąć, musisz rozgrzać złącze w początkowej części szwu. Aby to zrobić, na długości 35-45 mm łuk musi kilkakrotnie podgrzać złącze, podczas gdy łuk musi palić się w gazie obojętnym. Następnie wykonuje się spawanie łukowe z maksymalną prędkością.
Wybór trybu spawania zależy od kształtu geometrycznego i wymiarów części. Przy pomocy spawania łukowego w środowisku gazu obojętnego można wykonać odlewanie aluminium. Aby zapobiec powstawaniu pęknięć, odlewy będą musiały być wstępnie podgrzane do 400 ° C przed spawaniem. Spawanie jest wykonywane przy użyciu metalu dla dodatku, którego skład odpowiada składowi odlewu metalu. Miejsca podlegające spawaniu będą musiały być wstępnie oczyszczone środkami mechanicznymi. Po zakończeniu parzenia odlew należy umieścić w osłonie termoizolacyjnej, a następnie powoli schłodzić.
W przypadku zmechanizowanego procesu spawania aluminium konieczne będzie zachowanie określonej prędkości podawania drutu dla dodatku. Jeśli spawanie łukowe jest wykonywane z minimalną prędkością, ważne jest, aby zapobiec przegrzaniu i utlenianiu drutu dla dodatku.
Taki drut może być podawany w dowolny sposób, który zapewni jednolitą prędkość podawania i jego zmianę. Zmechanizowane spawanie łukiem argonowym jest wykonywane na okładzinie. Zastosowanie ochrony gazowej od wewnątrz szwu nie da pozytywnych rezultatów.
Spawanie łukiem argonowym aluminium jest złożonym procesem, więc musisz znać technologię połączenia.