
Spawanie metali pojawiło się wraz z pojawieniem się kucia. Pojawienie się coraz bardziej złożonych mechanizmów wymagało usprawnienia procesów kucia i spawania. Połączenie poszczególnych części w stałe jednostki kucia jest złożonym i czasochłonnym procesem, ale przed pojawieniem się spawania za pomocą łuku elektrycznego było to jedyne możliwe.

Spawanie jest najłatwiejszym i najtrwalszym sposobem łączenia różnych części metalowych.
Obecnie opracowano ponad 150 metod spawania łukowego, a rozwój nowych technologii trwa.
Główne rodzaje spoin
Segment złącza utworzony w wyniku procesu krystalizacji stopionego metalu nazywany jest spoiną. Jedną z głównych cech złączy spawanych jest noga spawana.
Istnieją dwa rodzaje spoin (nie należy mylić ze złączem spawalniczym):
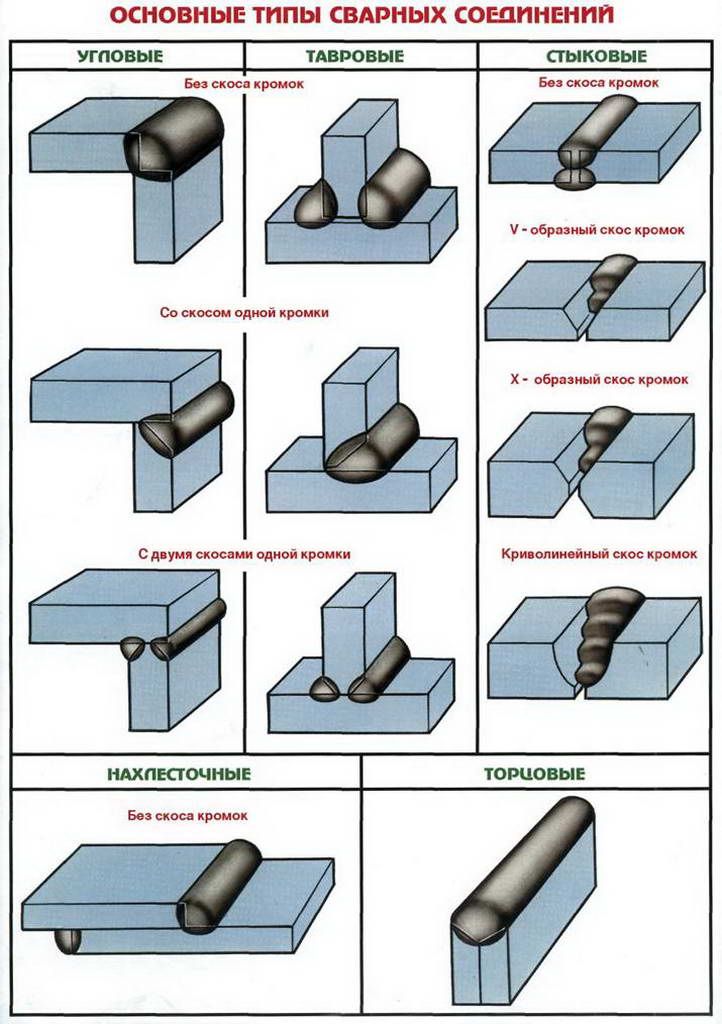
Główne typy złączy spawanych.
- Spawane doczołowo: używane do łączenia doczołowego, tj. części są połączonymi krawędziami końcowymi. Połączenie doczołowe odbywa się bez krawędzi tnących, z częściami tnącymi i rozkloszowanymi. Krawędzie mogą mieć kształt krzywoliniowy, kształt litery V i kształt litery X. Arkusze do 8 mm można spawać bez krawędzi tnących, ale arkusze należy układać z odstępem do 2 mm. W praktyce warianty doczołowe są częściej stosowane do łączenia rurociągów i do produkcji konstrukcji z blach. Takie związki są najbardziej ekonomiczne i mniej energochłonne.
- Narożnik: są rzeczywiście kanciaste, w kształcie litery T i zachodzą na siebie. Obrzeża mogą być jedno i dwustronne, w zależności od grubości metalu. Kąt cięcia można wybrać od 20 ° do 60 °. Należy jednak pamiętać, że większy kąt cięcia wymaga więcej metalu do wypełnienia, co oznacza, że wydajność i jakość są mniejsze.
- Spawanie elektryczne służy do pokrycia dużych konstrukcji z blachy. Używany na przykład do produkcji samochodów osobowych, gdy stosowanie stałych połączeń jest trudne i nieopłacalne. Połączenia elektro nitowane są dość mocne, ale nie gęste.
Zazwyczaj spawanie odbywa się jednorazowo, ale jeśli grubość spawanego metalu nie pozwala na gotowanie materiału, wykonuje się go w kilku przejściach. Ta metoda jest nazywana wielowarstwową. W tym przypadku każda poprzednia warstwa jest następnie wyżarzana, w wyniku tej obróbki cieplnej właściwości i struktura szwu ulegają znacznej poprawie.
Konieczne jest wybranie typu połączenia w zależności od konfiguracji wykonywanego elementu. Produkt końcowy musi być sprawny, przenieść obciążenie projektowe i nie ulec uszkodzeniu zmęczeniowemu.
Zalety złączy spawanych:
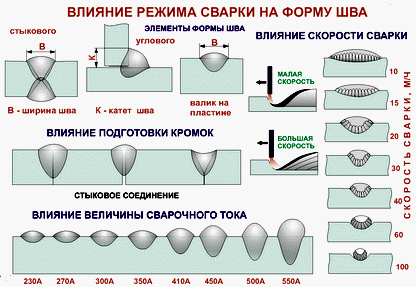
Wpływ trybu spawania na kształt szwu.
- Niska złożoność i łatwość połączenia.
- Mały, w porównaniu z innymi typami połączeń, szum procesu.
- Możesz łatwo zautomatyzować proces.
Wady obejmują możliwość naprężeń szczątkowych i zawodność pracy podczas drgań i obciążeń udarowych.
Właściwości i geometria spoin
We wszystkich konstrukcjach pracują szwy, które odbierają główne obciążenia. Obliczenia wytrzymałościowe szwów roboczych przeprowadza się przy pełnym obciążeniu plus 25%. Szwy wiążące służą do łączenia poszczególnych elementów - wymagania dla nich nie są tak sztywne, ponieważ w przypadku ich zniszczenia działanie struktury nie zostanie zakłócone.
Na jakość połączeń spawanych wpływa wiele czynników: zdolność materiału do tworzenia monolitycznego szwu, dodatków i topników, podatność na utlenianie metalu, położenie szwu: pozioma, pionowa, nachylona lub sufitowa.
Właściwości spoiny są określane głównie przez jej wymiary geometryczne.
Ogólne parametry geometryczne:
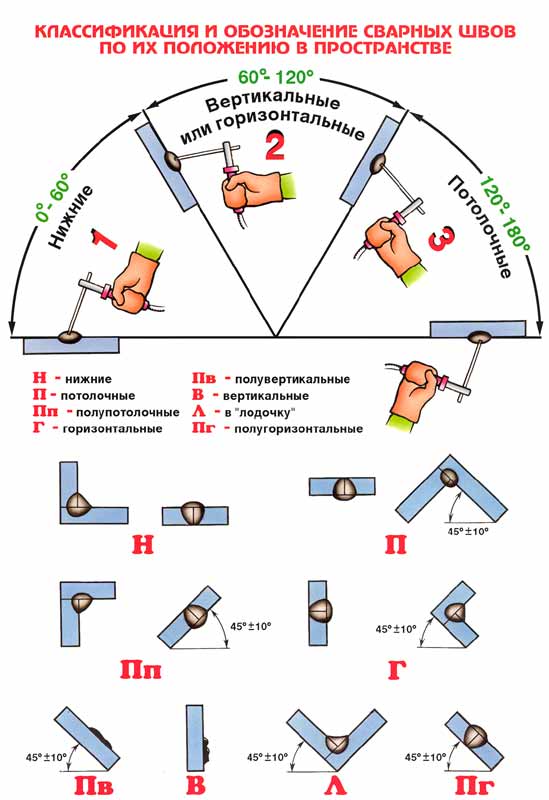
Klasyfikacja i oznaczenie spoin.
- Szerokość - odległość między granicami połączenia.
- Wklęsłość (wypukłość) - odległość między linią a metalem podstawowym i powierzchnią, wizualnie przechodząca wzdłuż linii maksymalnej wklęsłości (wypukłości).
- Korzeń jest najniższą częścią.
Dla połączeń kątowych charakterystyczne są również następujące wartości: obecność nogi spawalniczej, grubość, wypukłość i wysokość projektu.
Noga narożnego szwu jest nogą największego trójkąta równoramiennego wpisanego w przekrój poprzeczny. Podczas spawania półfabrykatów o tej samej grubości, noga może być ustawiona wzdłuż krawędzi, jeśli jest inna, jest ustawiana odpowiednio do grubości cieńszego materiału. Rozmiar nogi powinien zapewniać siłę połączenia, ale nadmierny wzrost może spowodować deformację produktu.
Kształt powierzchni spoiny jest ważny: wypukły, wklęsły lub płaski. Szwy z wypukłą powierzchnią - wzmocnione - działają lepiej pod obciążeniami statycznymi. Wklęsłe powierzchnie - osłabione - lepiej wytrzymują obciążenia dynamiczne. W praktyce szwy o płaskiej powierzchni są częściej stosowane jako bardziej uniwersalne.
Dodatkowe funkcje
Kształt powierzchni szwów zależy bezpośrednio od użytych elektrod.
Oprócz ogólnych wymagań dla wszystkich produkowanych elektrod (stałe spalanie łuku, określony skład chemiczny metalu spoiny, brak rozpryskiwania itp.), Nakładane są również specjalne wymagania. Obejmują one uzyskanie szwu o określonym kształcie. Elektrody, których stop daje gęstą i lepką masę, łatwo tworzą wypukły szew.
Wybór elektrod jest przeprowadzany zgodnie z charakterystykami technicznymi podanymi na każdym opakowaniu zgodnie ze specyfikacjami określonymi w projekcie.
Warunki spawania mają wpływ na właściwości i geometrię spoiny.
Wraz ze wzrostem siły prądu głębokość penetracji wzrasta wraz ze stałą szerokością szwu. Wraz ze wzrostem napięcia, szerokość szwu gwałtownie wzrasta wraz z późniejszym spadkiem głębokości penetracji. Wraz ze wzrostem prędkości ruchu elektrody do 50 m / h, szerokość szwu zmniejsza się, a głębokość penetracji wzrasta. Zwiększenie prędkości powyżej 50 m / h jest nieracjonalne, ponieważ podcięcia mogą wystąpić z powodu słabego ogrzewania materiału podstawowego.
Jakość związków jest przeprowadzana na dwa sposoby: badania niszczące i nieniszczące.
Badania nieniszczące umożliwiają identyfikację defektów zewnętrznych za pomocą specjalnych wzorów spawania, wewnętrznych - za pomocą ultradźwięków, transmisji rentgenowskiej i emitera promieniowania gamma.
Badania niszczące są przeprowadzane przez wiercenie, badanie wytrzymałości na rozciąganie, zginanie, udarność przy niszczeniu próbek.