
Przed rozpoczęciem procesu spawania stali nierdzewnej konieczne jest zbadanie wszystkich możliwych cech takiego spawania. Gotuj ze stali nierdzewnej - nie jest to najłatwiejsze ćwiczenie, którego złożoność zależy od wielu niuansów.
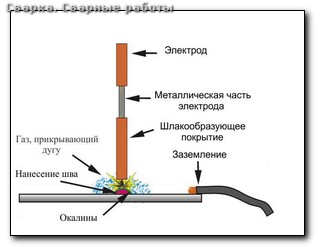
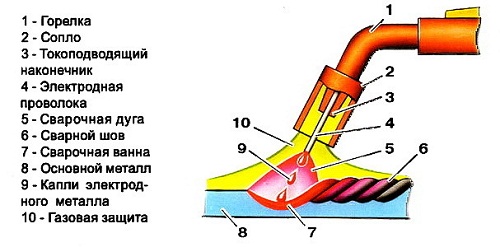
Schemat spawania półautomatycznego.
Podstawowe funkcje, które mogą wpływać na jakość spawania:
Spawanie półautomatyczne ze stali nierdzewnej.
- Rozszerzalność liniowa i skurcz odlewniczy. Jeśli skurcz jest wysoki, to prawdopodobieństwo ewentualnego odkształcenia metalu podczas pracy z elektrodami spawalniczymi i po wzrostach. A jeśli części do spawania są wystarczająco szerokie i nie ma między nimi szczeliny, wówczas zwiększa się możliwość dużych pęknięć.
- Przewodność cieplna - w stali nierdzewnej jest prawie o połowę mniejsza w porównaniu z innymi metalami, więc przy spawaniu konieczne jest zmniejszenie natężenia prądu o 15-20%.
- Opór elektryczny jest dość wysoki, więc spawanie konwencjonalnymi elektrodami jest niemożliwe ze względu na ich nadmierne ogrzewanie. Dlatego specjalne elektrody są wykonane na bazie prętów niklowo-chromowych o długości nie większej niż 3, 5 cm do spawania stali nierdzewnej.
- Korozja międzykrystaliczna - stal nierdzewna jest nieodłączną cechą utraty właściwości antykorozyjnych, jeśli tryb termiczny spawania jest nieprawidłowy lub wybrana jest niewłaściwa maszyna. Istotą tego procesu jest to, że gdy temperatura osiąga ponad 500 stopni Celsjusza, chrom i węglik żelaza pojawiają się na krawędzi metalu, co prowadzi do korozji metalu. Istnieją jednak metody walki z tym, na przykład, szybkie chłodzenie na wiele sposobów.
Cechy spawania stali nierdzewnej
Podwójny puls do doskonałego spawania aluminium i stali nierdzewnej.
Aby prawidłowo i dokładnie spawać stal nierdzewną, należy również wziąć pod uwagę fakt, że niektóre z jej właściwości fizycznych różnią się od zwykłej stali:
- oporność elektryczna - 6 razy wyższa;
- temperatura topnienia - poniżej 100 stopni Celsjusza;
- przewodność cieplna - mniej o 2/3;
- rozszerzalność cieplna jest o połowę niższa.
Istnieją zupełnie inne metody spawania własnej stali. Na przykład spawanie łukowe przy użyciu specjalnych elektrod wolframowych, wykonywane w środowisku obojętnym, jest stosowane, jeśli grubość metalu przekracza 1, 5 mm. Jeśli konieczne jest spawanie cienkiej stali lub rur, najlepiej jest zastosować spawanie za pomocą elektrod topiących w gazie obojętnym.
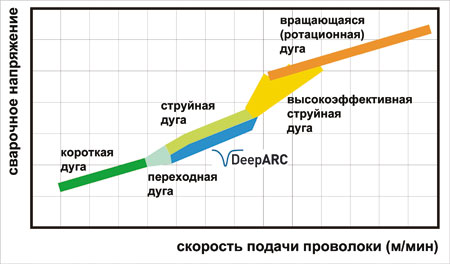
Spawanie łukiem pulsacyjnym powinno mieć zastosowanie tylko do blach stalowych o grubości 0, 8 mm. Przy krótkim łuku za pomocą elektrod topiących do spawania stosuje się stal o grubości od 0, 8 do 3, 0 mm, a stal o grubości blachy powyżej 3, 0 mm jest stosowana do przenoszenia metalu strumieniem.
Jeśli jednak rozważa się spawanie plazmowe, można stwierdzić, że nadaje się on do bardzo dużej zmienności grubości i dlatego jest używany znacznie częściej. Spawanie łukiem krytym jest stosowane dla grubości metalu większych niż 10 mm. Jednak najbardziej popularnymi metodami spawania są spawanie elektrodami otulonymi, elektrodami wolframowymi w środowisku argonu oraz półautomatyczne spawanie argonem drutem ze stali nierdzewnej.
Spawanie elektrodami otulonymi

Tryby spawania w gazach obojętnych.
Jeśli nie ma znaczenia dla ciebie, jakiego rodzaju elektrody do spawania i nie masz żadnych specjalnych wymagań dla złącza spawalniczego, wówczas najbardziej akceptowalnym sposobem będzie spawanie elektrodami otulonymi (obejmują one elektrody OZL-8, NIAT-1, TsL-11). Spośród wszystkich elektrod najlepiej wybrać te, które po spawaniu zapewnią odporność na korozję, odporność na ciepło i dobre właściwości mechaniczne.
Spawanie musi być wykonywane przy stałym prądzie z obowiązkową odwrotną polaryzacją. Należy zadbać o to, aby szew został stopiony do minimum, ponieważ elektrody używane do spawania stali nierdzewnej mają małą średnicę i wymagają minimum energii cieplnej. Siła prądu w procesie spawania stali nierdzewnej powinna być ściśle dostosowana do 15-20% niższa niż przy spawaniu zwykłego metalu. Dzięki wysokiemu prądowi dzięki niskiej przewodności cieplnej i dużej odporności elektrod powlekanych może dojść do znacznego przegrzania, a nawet oderwania elementów. Z tego powodu takie elektrody mają wysoką szybkość topnienia, więc jeśli użyjesz ich po raz pierwszy, to na początku może być nietypowe.
Aby zachować właściwości korozyjne spoiny, podczas spawania należy zapewnić przyspieszone chłodzenie. W tym celu można użyć miedzianych uszczelek lub nadmuchu powietrza. Jeśli stal jest chromowo-niklowa, można ją schłodzić wodą.
Spawanie stali nierdzewnej za pomocą elektrod wolframowych
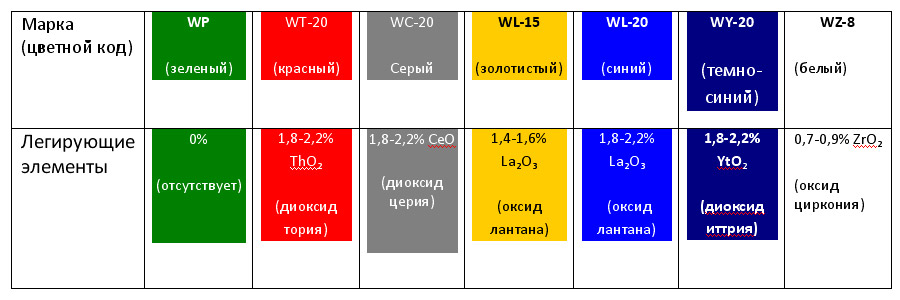
Elektrody wolframowe.
Spawanie elektrodami wolframowymi w środowisku obojętnym jest odpowiednie, gdy spawany metal jest bardzo cienki lub jeśli wymagania dotyczące jakości złącza spawanego są bardzo wysokie. Na przykład, jeśli chcesz ugotować rury, które później będą używane do transportu gazów lub cieczy pod wysokim ciśnieniem, ta metoda spawania jest idealna. Procedura jest przeprowadzana w środowisku argonu, prąd może być zarówno stały, jak i zmienny, ale o bezpośredniej polaryzacji. W roli materiału wypełniającego zaleca się przyjmowanie drutu o wyższym poziomie domieszkowania niż metalu. Podczas pracy należy unikać ruchów oscylacyjnych z elektrodami, aby uniknąć zakłócenia strefy gotowania, co może prowadzić do utleniania spoiny i zwiększenia kosztów samego procesu.
Na odwrotnej stronie powietrza szew powinien być chroniony przez przedmuchiwanie argonem, ale wciąż stal nierdzewna nie jest bardzo krytyczna dla takiej ochrony, ale konieczne jest wyeliminowanie nawet najmniejszej możliwości przedostania się cząstek wolframu do jeziorka spawalniczego. W tym przypadku pomoże bezdotykowy zapłon łuku spawalniczego, w tym samym celu można również użyć płyty węglowej lub grafitowej.
Po zakończeniu pracy, aby nie nadużywać elektrody wolframowej, gaz nie powinien być wyłączany natychmiast, ale po chwili (zwykle 10-15 sekund). Pomaga to uniknąć silnego utleniania rozgrzanych elektrod, co zwiększa ich żywotność.
Zapobieganie defektom
Spawanie stali nierdzewnej własnymi rękami.
Podczas spawania stali nierdzewnej zawsze należy wziąć pod uwagę wszystkie jej cechy - w przeciwnym razie po pracy mogą wystąpić różne niepożądane wady spoiny, na przykład powstanie korozji „nożowej”. Gorące pęknięcia mogą wystąpić z powodu wysokich temperatur, głównie ze względu na kruchość szwów.
Aby uniknąć takich wypadków, najlepiej używać materiałów wypełniających, które pomogą w tworzeniu mocnych szwów. Jednak takie materiały nie powinny zawierać ferrytu więcej niż 2%. Ponadto spawanie łukowe pomoże również w wzmocnieniu szwów, w których długość łuku będzie mała. Należy pamiętać, że kratery na metalu nie powinny być wyświetlane.
Jeśli używasz automatycznego spawania, pamiętaj, że zwykle używa się go do gotowania przy niższych prędkościach. Aby jednak zmniejszyć ryzyko deformacji, najlepiej jest wykonać mniejszą liczbę podejść, ponieważ spawanie z maksymalną prędkością przyczynia się do lepszej odporności na korozję.
Dlatego przed wyborem elektrod do spawania stali nierdzewnej, należy zapoznać się z wszystkimi jego cechami i właściwościami, dokładnie wiedzieć, jakie wymagania zostaną nałożone na szew spawalniczy i do jakich celów produkt będzie używany.